

Condizioni necessarie per la produzione di puntali per pipette di alta qualità
I puntali per pipette sono i materiali di consumo più comuni utilizzati in laboratorio.Richiede un'elevata precisione dimensionale e una buona concentricità, allo stesso tempo, la parete interna richiede segni di flusso lisci e privi di bave sulla punta.
Spieghiamo i punti del processo dal processo di produzione:
1 selezione dell'ambiente di produzione
I puntali dovrebbero essere utilizzati nel rilevamento molecolare, nella diagnosi in vitro, nel pre-screening e in altri esperimenti, quindi i puntali per pipette sono più impegnativi dal punto di vista ambientale per la produzione, poiché la presenza di organismi estranei sulla superficie dei puntali può influenzare direttamente i risultati dell'analisi.Attualmente, la scelta di routine è di centomila officine di livello senza polvere.
2 selezione dell'attrezzatura di produzione
I prodotti di punta hanno molti fori, cavità profonda, pareti sottili e ciclo di stampaggio rapido, che dovrebbe avere un'elevata efficienza di stampaggio, un basso tasso di guasto e un funzionamento stabile a lungo termine in termini di selezione dell'attrezzatura, pertanto, la macchina per iniezione elettrica ad alta velocità è la scelta superiore, con le seguenti caratteristiche:
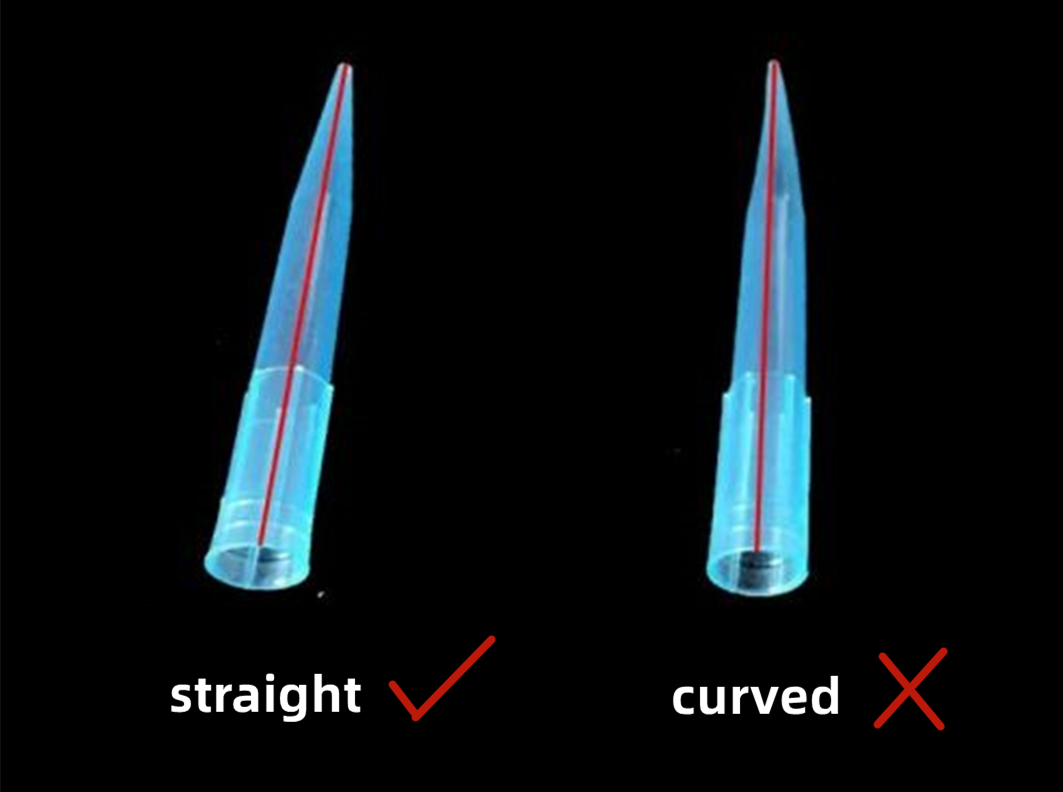
*La macchina per lo stampaggio a iniezione elettrica ad alta velocità soddisfa i requisiti di articoli di precisione a pareti sottili, riducendo la rettilineità della punta della pipetta che solleva lo stress formata dalla punta della pipetta durante lo stampaggio;
*La velocità e la precisione della modalità aperta sono più stabili rispetto al manipolatore automatizzato che afferra la posizione del prodotto;
*Stabilità e maggiore riproducibilità.Il motore del sistema multi power è controllato da un sistema autonomo e lo stampo consente l'azione simultanea.
3 considerazioni sul processo
I principali fenomeni indesiderati dei prodotti di punta sono la mancanza della testa, la deformazione da flessione, i bordi dei peli della testa e della bocca, la stabilità dimensionale e altri problemi.In risposta ai problemi di cui sopra, è necessario tenere conto dei seguenti punti nell’effettivo processo di produzione:
*Velocità di espulsione ragionevole.
Troppo velocemente causerà perdite d'aria e colla nella punta e il gas non potrà essere scaricato senza problemi.Una velocità troppo lenta comporterà un notevole stress interno nel prodotto, il prodotto sarà piegato e la rettilineità non sarà sufficiente.Dovrebbe utilizzare gradualmente lo stampo ascendente e lo stato del prodotto per l'osservazione razionale da selezionare.
*Relativo alla materia prima
① Per la verifica dei parametri sottostanti sono stati selezionati materiali con una migliore fluidità, che hanno reso conveniente il rapido riempimento delle materie prime, la selezione di una pressione ragionevole nonché la protezione dei miglia di precisione e hanno ridotto la probabilità di fenomeni sgradevoli.
② Temperatura ragionevole.Le materie prime in PP appartengono a materiali cristallini, una temperatura troppo bassa porterà alla comparsa di materiali cristallini lenti, prodotti velati e opachi, i prodotti diventano fragili e altri fenomeni indesiderati, una temperatura troppo elevata porterà al degrado della resistenza delle materie prime.
*Commutazione V/P ragionevole
Al fine di garantire un'iniezione relativamente bilanciata, la messa in servizio del prodotto dovrebbe riempirsi gradualmente dall'espulsione breve, i prodotti a espulsione breve devono osservare attentamente l'equilibrio e l'eccentricità di riempimento della punta.E progettare una commutazione V/P razionale.Evitare situazioni come mancanza di colla nella punta della pipetta, bordi dei capelli, mancanza di rettilineità, ecc.
*Automazione
① Per l'azione automatizzata di aspirazione, è necessario installare un manometro negativo per monitorare il valore di variazione delle dimensioni del vuoto, impostando al contempo un intervallo di vuoto e un collegamento dell'apparecchiatura ragionevoli, per ottenere un'azione anomala quando la protezione dello stampo e il rilevamento ausiliario della rottura del prodotto .
② Prelevare dalla piastra dell'apparecchio la quantità di gas che si ritiene adeguata, occupando il maggior spazio possibile sulla linea più grande.
③ Il corpo del tubo portante seleziona il più possibile il materiale plastico + la struttura tamponata.
Orario di pubblicazione: 08-dic-2022